Hoe maak je een wapen voor sluipschutters maken
• Hoe maak je een wapen voor sluipschutters te maken
de bouw van installaties project zelf voor de productie van geweren is onlangs ontstaan in 2008, en het eerste artikel werd gepubliceerd twee jaar geleden in maart 2011. De fabriek is gebouwd bijna vanuit het niets, aanvankelijk op zijn plaats bleven een gigantische toestand. 15 mei 2010 begonnen met de revisie. productie van het vlaggenschip - sniper rifle ORSIS - een afkorting van de woorden "wapensystemen". Maar we zullen terugkeren naar de geschiedenis van de plant, en nu ga naar binnen.

Mijn loopt door de plant, waarbij de behandelde stengels. Oogsten, die zal worden geboord gat wordt gemaakt snij heet "vorm." Formulieren geleverd aan de plant uit de Verenigde Staten.

Bij dergelijke machines, het werkstuk geweren. Hier in de lege plekken eerste boorgat, waarvan de breedte afhankelijk is van het kaliber geweren toekomst. Sommige machines zijn ontworpen door de manier waarop in het ontwerp bureau van de plant met de hulp van consultants uit Zwitserland en Duitsland.

In het algemeen is de installatie 30 verschillende doeleinden machines met numerieke besturing (CNC). Ze zijn zeer verschillend, er zijn eenvoudiger, voor eenvoudige handelingen, maar er zijn mensen die het echt unieke dingen maken, technologieën, die hoorde ik voor de eerste keer.

De stammen zijn gemaakt van speciaal roestvrij staal armen.

Let op de munt. Zij zich aan de rand van een bewegend deel van de machine, waarbij de stam van binnenuit snijdt. De gladheid en precisie van het werken bij dergelijke hoge die de munt zakt.

Dezelfde machine. Hier kunt u zien, zowel in de vorm van het vat gaat staaf, bezuinigen - 4-6 spiraal bands, ze helpen om de baan van de kogel beweging te stabiliseren. Scherpe metalen haak een speciale vorm, die ook in de fabriek is vervaardigd.

Het gereedschap omvat een stilstaand werkstuk en laat een stempel op de frees een micron diep. Ter vergemakkelijking het snijden in de kofferbak giet olie. Het proces van het snijden van de romp duurt 3-5 uur. Voor één snijden moet gereedschap in 60-80 keer in te voeren. Daarna is de stam met de hand gepolijst lood-tin lapping en vrij van olie.


Na deze operaties, de stam krijgt naar het lab.

Hier experts geprobed endoscoop boring (relatieve endoscoop) voor gebreken - krassen, scheuren of schelpen. De stam wordt enkele malen gecontroleerd na het boren, snijden en polijsten.


Bewegen op, de tweede workshop. Nog een kleine ontdekking - de machine is niet een boor als onderdeel roteert! Boor snijdt langzaam in roestvrij staal.

Wat voor soort hout dat we een beetje later zullen leren.

Staven die binnenkort het hoofdgedeelte van het poortmechanisme wordt.


CNC bewerkte onderdelen grendelmechanisme, dat vervolgens met water wordt gekoeld.


Verder is dit deel is de kwaliteit gecontroleerd. Met behulp van dit apparaat (links), gedefinieerd de kenmerken van dat deel moet voldoen.


In het algemene plan van de tweede workshop.

Verdere ons pad ligt door de winkel, waar ze het bed. Hier zijn daardoor gezaagd decoupeerzaag plano waaruit de machine bijna afgewerkte product zal snijden.

Om uw bed elk model te maken. Het biedt structurele stijfheid. Voor tactische geweren gebruik maken van een bed van aluminiumoxide voor de sport - van een speciaal wapen laminaat. Bovendien maakt de plant een doos kostbaar hout, zoals walnoot bestellen.

Het apparaat werkt ook op software management.


Een staaf van dit onderdeel kan kosten tienduizenden roebel. Als je goed kijkt naar een van deze bars, kan worden gezien 4 multiplex laag of als het anders wordt genoemd - hout laminaat.





Na de bewerking in de master freesmachine manueel geschuurd wordt toegepast om eigen laser ingesneden en olie meerdere keren geïmpregneerd. Een ploegbaas produceert 2-3 bed.



In het werkstuk een uitsparing voor de steel, waarna het weer wordt bedekt met olie en heeft vervolgens vernis.

Laten we verder gaan.



Er is te zien hoe gepolijste voorvorm.

Toen we wachten op verfwinkel.



en de volgende kamer wachtte mij kleine opening.

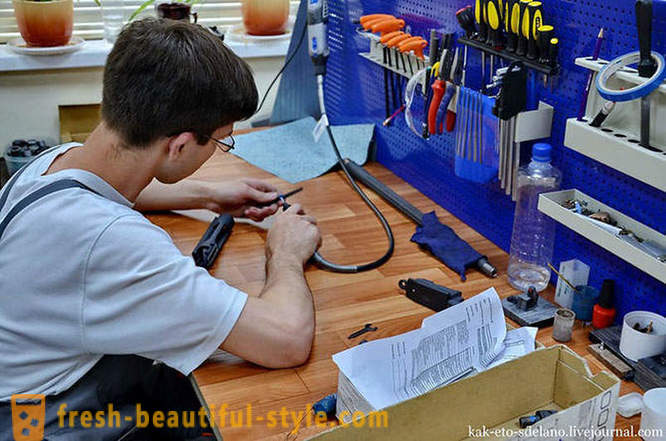
Hier, met de hulp van hoge precisie-apparatuur (dat kost tienduizenden euro's) van metalen gesneden onderdelen voor de boutgroep (hamers, zekeringen, triggers), die niet zou hebben gedaan met de hulp van andere hulpmiddelen.

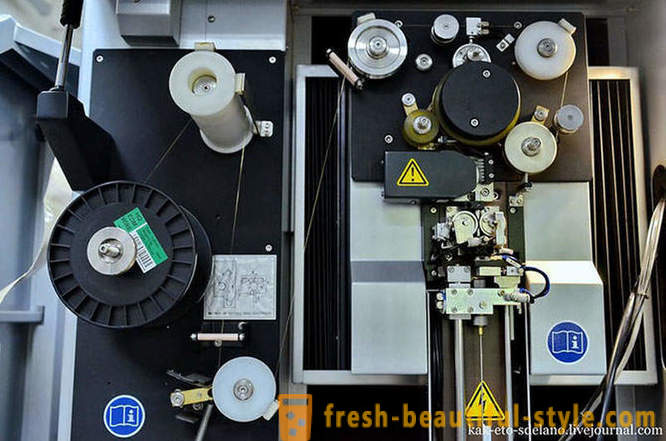
Op bepaalde bewerkt door electroerosie technieken. Hier een draad kan worden gemaakt van molybdeen of messing.

All vindt als volgt plaats: de spoel door draad een klein gat in de metalen plaat of ingot wordt vastgesteld van onderaf zodat het kan worden opgerold op een haspel. Deze plaat wordt vervolgens ondergedompeld in een waterbad waaraan stroom wordt toegevoerd aan de hoge spanning en vermogen.

Het garen snel opgewonden op de tweede spoel en daarbij snijdt machinedelen nauwkeurig micron. Dit proces kan 3-4 uur duren. Dergelijke opgewaardeerd puzzel.

Ook hier de CNC, definieert men alleen het programma en zorgt voor nauwkeurige werking.

Dat is niet van deze ingots

Knip overbodig, zodat u een ander stuk kunt invoegen.

Ik was verrast dat de schroefdraad onder een hoek kan worden gesneden. Die vanaf het midden van de cilinder wordt uitgesneden detail, die enerzijds rond en de ander in de vorm van een sterretje.

De details van het trekkermechanisme.

Het blijkt dat het aantal vellen aan elkaar gelast om het maximum aantal gesneden stukken.


Laat deze workshop en het hoofd assemblage sectie, is de laatste stap voordat een geweer zal naar de schietbaan te krijgen.
Deze dozen klaar geweren.

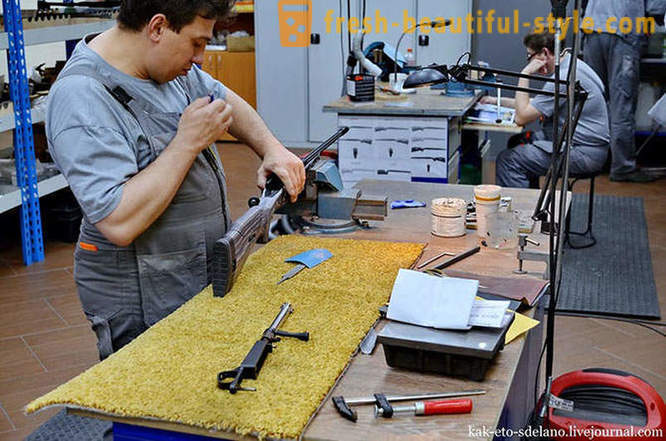
De specialist verzamelt de gegevens van de schuif, verbindt ze aan het vat, gevolgd door een werkwijze beddinga Glass. Op het bed wordt toegepast op een geweer speciale mastiek in te doen de metalen delen en te verlaten voor een dag om volledig te drogen. Dan is de informatie weer genomen en gegeven aan het schilderij, en op het bed blijft hun exacte afdruk, waardoor de boom om te passen in het kader van het metaal. Dit zorgt voor een grotere precisie wapens.




Na het schilderen van delen weer bij elkaar zijn verbonden. Quality Control Department experts inspecteren het eindproduct, en de conclusie trekken dat het geweer is klaar om te vuren.

In de fabriek zijn er zeer jonge werknemers.
De plant tot 10 pistolen per dag.




De plant uitzondering geweren vergunningen verzameld Oostenrijkse Glock pistolen van verschillende kalibers.





En dit is de koelkast, maar het zal je niet groenten, fruit, bier, diner gisteren en andere snacks. Ook hij wordt gebruikt bij de assemblage van het geweer. Hoe, vraagt u?

Het feit dat de montage van een aantal details zo strak worden vastgeschroefd op de bodem van enkele details. Als dit gebeurt bij kamertemperatuur, de schroeven te hard crash in het product en kan bederven, omdat deze delen zijn geplaatst op een moment in de koelkast waardoor het enigszins is aangedraaid (physics hopen iedereen herinnert) en schroefbaar zo strak als zou moeten, zonder risico voor de bed bederven.

Het verlaten van de montagewerkplaats en ga naar de schietbaan. Dit is de laatste fase geweren het controleren van de kwaliteit en nauwkeurigheid. Alle wapens gaat door waarneming.


Voooooon moeten in dat kleine punt te komen. Zie je iets? Ik ben niet) Tir lengte - 100 meter.

De tests uitgevoerd precisiewapens meester van de internationale klasse van de opnameomstandigheden. De kamer is klein, ongeveer 2 meter bij 2 Zet op de hoofdtelefoon om niet doof te worden.

De high-end pijlen herhaaldelijk gewonnen wedstrijden schieten vanwege dit geweer.


Door de manier waarop Steven Seagal grote fan van jachtwapens en beval de fabriek Orsis exclusieve geweer.
foto's uit het fabrieksterrein

Als de plant heeft een salon van wapens, waar u kunt kijken na jezelf een geweer, reserveonderdelen kopen voor.
























- Meest populair
-
 Ontwerp van kunstnagels "Franse"
Ontwerp van kunstnagels "Franse"
-
 Hoe beter om wenkbrauwen verven - verf of henna? Kleurstof voor wenkbrauwen "Estelle"
Hoe beter om wenkbrauwen verven - verf of henna? Kleurstof voor wenkbrauwen "Estelle"
-
 Elos-verjonging: beoordelingen, beschrijving van de procedure, contra-indicaties
Elos-verjonging: beoordelingen, beschrijving van de procedure, contra-indicaties
-
 Zomer kapsels voor halflang haar met zijn handen
Zomer kapsels voor halflang haar met zijn handen
-
 Wat zijn cargo broek. Cargo broeken voor mannen
Wat zijn cargo broek. Cargo broeken voor mannen
-
 Shampoo "Cieza": reviews, types
Shampoo "Cieza": reviews, types
-
 Wenkbrauwen voor rond gezicht: de vorm, foto. Juiste wenkbrauwen rond gezicht
Wenkbrauwen voor rond gezicht: de vorm, foto. Juiste wenkbrauwen rond gezicht
-
 Laser ontharing: contra-indicaties en gevolgen. Laser Hair Removal: contra-indicaties in de zwangerschap
Laser ontharing: contra-indicaties en gevolgen. Laser Hair Removal: contra-indicaties in de zwangerschap
-
 Ultrasoon reinigen van het gezicht: reviews. Hoe kan ik het apparaat voor het ultrasoon reinigen persoon te kiezen?
Ultrasoon reinigen van het gezicht: reviews. Hoe kan ik het apparaat voor het ultrasoon reinigen persoon te kiezen?
-
 Hoe zich te ontdoen van littekens na acne. De belangrijkste manieren
Hoe zich te ontdoen van littekens na acne. De belangrijkste manieren
-
 Haarmasker van yoghurt
Haarmasker van yoghurt
-
 12 gewoonten die ons beter te maken
12 gewoonten die ons beter te maken
-
 Onherbergzame omgeving: het mag nooit in de vagina
Onherbergzame omgeving: het mag nooit in de vagina
-
 "Scam" 90, nu beschikbaar
"Scam" 90, nu beschikbaar
-
 7 van gespierde kerel films
7 van gespierde kerel films